En savoir plus sur le moulage
Il existe de nombreux procédés de moulage : moules rigides ou souple, moules en une ou plusieurs parties pour aider au démoulage, moulage par coulage de matière liquide ou injection de matière visqueuse, durcissement de la matière par refroidissement ou polymérisation (comme pour les résines).
TECHNIQUES FRÉQUENTES ET SIMPLES
• Les moules souples en élastomère de silicone ou polyuréthane
Ils permettent le démoulage de pièces « normalement indémoulables », sans réaliser de moule compliqué qui s’ouvrent en plusieurs parties, mais juste en profitant de la souplesse du moule.
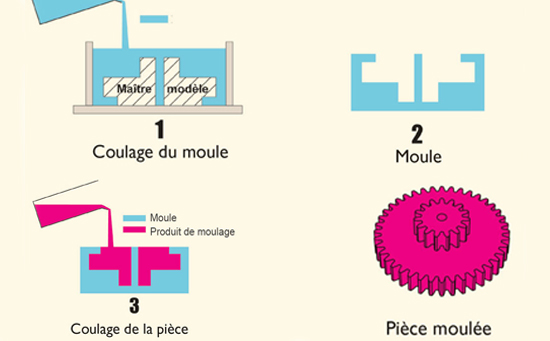
• Le moulage bas-relief
Il consiste en un moule ouvert d’un côté et n’est donc exploitable que pour des pièces dont une face est plane. C’est la technique de moulage la plus simple qui ne nécessite pas de recourir à un moule fermé en minimum deux parties où les seules parties ouvertes sont un orifice permettant de couler ou injecter la matière et au moins un autre orifice pour laisser l’air s’échapper.
En utilisant un élastomère de silicone ou polyuréthane, il est très facile de prendre l’empreinte d’une pièce pour réaliser un moule « bas relief ». Ce qui permet ensuite de dupliquer votre modèle à l’infini en coulant toute matière compatible dans votre moule souple.
• La coulée atmosphérique
Elle consiste à simplement couler la matière liquide dans une moule, sans l’injecter sous pression et sans placer ensuite le moule sous une cloche à vide pour faire sortir les bulles d’air de la matière. Il est possible de couler tout ce qui est liquide et durcit ensuite : résines, plâtre, ciment, chocolat, et toutes matière fondues à une température que supporte le moule.
LIMITES ET CONSEILS
• La pièce doit être démoulable sans casser
Même si le moule est souple, de trop petits détail risquent de casser ; certaines formes un peu compliquées ont du mal à s’extraire du moule.
• Pour réaliser une pièce souple à partir d’un moule souple, la matière du moule doit être différente de la matière coulée dedans
Exemples : vous pouvez couler du polyuréthane dans un moule en silicone (ou l’inverse) et démouler ensuite. Mais si vous coulez du silicone dans un moule en silicone, vous obtenez juste un bloc de matière pièce coulée plus moule parfaitement soudés. Il est possible d'essayer de tricher un graissant le moule, mais le résultat n'est pas garanti.
• Plus votre modèle a des formes difficiles à démouler, plus vous avez intérêt à utiliser une résine souple, de faible dureté Shore pour le moule
Mais il faut alors penser à emprisonner le moule dans une boite qui le maintien en forme.
• Attention aux bulles d’air que l’on incorpore à la matière au moment des mélanges (résines à deux composants, plâtre et eau, etc.)
Il ne faut pas battre la matière, mais mélanger le plus doucement possible pour éviter d’incorporer des bulles d’air qui formeront autant de petits trous sur la surface de vos moulages.
• Les empreintes réalisées en silicone ou polyuréthane sont très précises et fidèles
L’état de surface est rendu avec fidélité et l’empreinte prise sur une pièce brillante donnera des moulages brillants. Soignez le nettoyage de vos modèles avant d’en prendre l’empreinte.
• Avec un peu de pratique, un peu de bon sens et quelques essais, on arrive assez facilement à produire de beaux moulages
Le plâtre synthétique est un beau matériau de moule qui permet la réalisation de pièces dures comme de la pierre et très lisses d’aspect.
MODE D'EMPLOI
1) Dureté shore
Elle désigne la relative dureté ou souplesse d’un matériau : plus le shore est bas, plus le matériau est facilement déformable (souple).
Les échelles sont différentes selon la nature des matériaux, souples ou rigides :
• Pour les matières souples, l’unité est le shore A
• Pour les matières semi-rigides, l’unité est le shore B
• Pour des pièces rigides, l’unité est le shore D
Une matière de dureté 50 shores A, est plus souple qu’une matière de dureté 30 shores B.
2) Stockage
Les résines doivent être stockées à l’abri de l’humidité dans un local tempéré, entre 5 °C et 25 °C.
3) Utilisation
• Les bulles se forment principalement lors du mélange des résines et un peu lors de la coulée
• Pour éviter les bulles d’air emprisonnées dans la résine, le mélange doit se faire doucement, sans battre les fluides et il est utile de faire vibrer ou de tapoter le moule pour décoller les bulles et les aider à remonter
• Plus le temps de prise est long, plus les bulles ont le temps de remonter à la surface (nous avons sélectionné des produits suffisamment fluides pour que les bulles puissent remonter facilement)
• Pour les silicones trop visqueux et à prise rapide, il est nécessaire d’utiliser un conditionnement à cartouche avec embout mélangeur qui permet un mélange automatique sans bulle (une résine 40 Shores A ne pourra pas être mélangée à la main)
4) Sécurité
Nous proposons trois types de produits : silicone, polyuréthane, polyester.
• Les silicones sont très peu nocifs, non irritants et ne dégagent pas d’odeur. Nous en proposons certains certifiés aux normes médicales “à contact cutané”.
• Les résines polyuréthanes sont irritantes pour la peau ; mais elles ne dégagent pas d’odeur sensible.
• Les résines polyester sont irritantes et dégagent une forte odeur.
En règle générale, il faut se protéger avec lunettes et gants et travailler dans des locaux bien ventilés. Le port d’un masque et d’un vêtement de protection est préconisé.